

Thermal Management in Surface-Mounted Resistor Applications
2021-09-14
Thermal management is becoming more important as the density of electronic components in modern printed circuit boards (PCBs), as well as the applied power, continues to increase. Both factors lead to higher temperatures of individual components and of the entire assembly. However, every electrical component in an assembly has to be used within its prescribed operating temperature limits due to its material properties and reliability aspects. In this article, experimental results are provided in order to prevent overheating of electronic devices such as surface-mount resistors.
Electrical loss and heat transfer
Heat is dissipated in the resistor by electrical loss (Joule effect), resulting in a temperature rise. Once a temperature gradient occurs, heat begins to flow. After a certain time (depending on the heat capacity and thermal conduction properties of the device) a steady-state condition will be reached. The constant heat flow rate PH corresponds to the dissipated electrical power Pel (Figure 1).
Since the nature of heat conduction through a body is similar to Ohm´s law for electrical conduction, the equation can be rewritten (see Heat Transfer Basics section of this article):
/L = ϑ1 - ϑ2/Rth") (1)
(1)
where
![]() (2)
(2)
is the thermal resistance in the dimension of [K/W], which can be considered temperature independent for most materials and temperature regimes of interest in electronic applications.
 Figure 1: Schematic illustration of the main heat flow path of a chip resistor on a PCB. (Image source: Vishay Beyschlag)
Figure 1: Schematic illustration of the main heat flow path of a chip resistor on a PCB. (Image source: Vishay Beyschlag)
Thermal resistance
Approximated model of thermal resistance
Heat transfer in electronic devices such as surface-mount resistors on PCBs can be described by an approximated model of the thermal resistance. Here, the direct heat transported from the resistor film to the surrounding air (ambient) by conduction through the lacquer coating and by free air convection is neglected. Thus, heat propagates via the alumina substrate, the metal chip contact, the solder joint, and finally through the board (FR4 including copper cladding). The heat from the PCB is transferred to the surrounding air by natural convection (Figure 2).
For simplification, the overall thermal resistance RthFA can be described as a series of thermal resistors with the corresponding temperatures at the interfaces as follows: ![]() (3)
(3)
The respective thermal resistance equivalent circuit is shown in Figure 2 where
RthFC is the internal thermal resistance of the resistor component, including the resistor layer, the substrate, and the bottom contact;
RthCS is the thermal resistance of the solder joint;
RthSB is the thermal resistance of the PCB, including landing pads, circuit paths, and base material;
RthBA is the thermal resistance of the heat transfer from the PCB surface to the ambient (surrounding air); and
RthFA is the overall thermal resistance from the resistor thin film to the ambient (surrounding air).
The temperatures given for the nodes in the thermal resistance equivalent circuit are valid for the respective interfaces:
ϑFilm is the maximum thin-film temperature in the hot zone;
ϑContact is the temperature at the interface between the bottom contact and the solder joint (valid for minimum size solder joints, otherwise certain parallel thermal resistors might be introduced);
ϑSolder is the temperature at the interface between the solder joint and the landing pad (PCB copper cladding);
ϑBoard is the temperature of the PCB surface; and
ϑAmbient is the temperature of the surrounding air.
 Figure 2: Approximated thermal resistance equivalent circuit of a chip resistor on a PCB. (Image source: Vishay Beyschlag)
Figure 2: Approximated thermal resistance equivalent circuit of a chip resistor on a PCB. (Image source: Vishay Beyschlag)
Heat transfer basics
Thermal energy may be transferred by three basic mechanisms: Conduction, convection, and radiation.
![]() (4)
(4)
Conduction
The heat flow rate for conduction is proportional to the one-dimensional gradient dϑ/dx, where λ in the dimension of [W/mK] is the specific thermal conductivity, and A is the cross-sectional area for the heat flux:
![]() (5)
(5)
which has the dimension of [W]. For a simple cubic body with the length L and two parallel interfaces A at different temperatures, ϑ1 and ϑ2, the equation for the heat transfer is
 (6)
(6)
Convection
The heat flow rate for convection can be described similarly to equation (6),
![]() (7)
(7)
where α is the convective coefficient, A is the surface area at the temperature ϑ1 of the object, and ϑ2 is the temperature of the surrounding fluid (e.g. air). The coefficient α includes material properties of the fluid (heat capacity and viscosity) and conditions of fluid movement (flow rate, forced/unforced convection, and geometric shapes). Additionally, it also depends on the temperature difference ϑ1 - ϑ2 itself. Thus, equation (7) looks simple, but for solving heat transfer problems, the coefficient α almost always has to be approximated or determined experimentally.
Radiation
Thermal radiant flux can be described by the Stefan-Boltzmann law (equation (8)), resulting in a net flux between two objects at different temperatures ϑ1 and ϑ2 (equation (9)), assuming identical emissivity and surface area. In
![]() (8)
(8)
![]() (9)
(9)
ε is the emissivity, σ= 5.67 x 10-8 Wm-2K-4 is the Stefan-Boltzmann constant, and ϑ is the temperature of a surface A. Nevertheless, heat transfer by radiation according to equation (5) will not be considered here, since the contribution is small at low temperatures. Typically, more than 90 % of the total heat will be dissipated by heat conduction. But, for infrared thermal imaging, equation (9) is of basic interest.
Analogy of electrical resistance and thermal resistance
The electrical current I passing through an electrical resistor R is proportional to the difference of the electric potential U1 and U2:
 Figure 3a: The electrical current passing through an electrical resistor is proportional to the difference of the electric potential U1 and U2. (Image source: Vishay Beyshclag)
Figure 3a: The electrical current passing through an electrical resistor is proportional to the difference of the electric potential U1 and U2. (Image source: Vishay Beyshclag)
The heat flow rate P passing through a thermal resistor Rth is proportional to the temperature difference of ϑ1 and ϑ2:
 Figure 3b: The heat flow rate passing through a thermal resistor is proportional to the temperature difference of ϑ1 and ϑ2. (Image source: Vishay Beyschlag)
Figure 3b: The heat flow rate passing through a thermal resistor is proportional to the temperature difference of ϑ1 and ϑ2. (Image source: Vishay Beyschlag)
Similar to electrical resistors, thermal resistance of more than one object in an assembly can be described by networks of series and parallel thermal resistors, as shown for two thermal resistors in the following equations:
![]() (10)
(10)
![]() (11)
(11)
Internal thermal resistance
The internal thermal resistance RthFC is a component-specific value mainly determined by the ceramic substrate (specific thermal conductivity and geometry).
Solder joint thermal resistance
For conventional soldering, the thermal resistance RthCS is negligible due to a relatively high specific thermal conductivity of solder and a large ratio of cross-sectional area and length of flow path (approx. 1 K/W). This is valid, especially for a small stand-off. A larger solder joint can be considered as one thermal resistor between the bottom contact and an additional parallel thermal resistor (from side contact to landing pad), enhancing thermal conduction marginally. Thus, we can approximate the overall thermal resistance of the component, including its solder joint:
![]() (12)
(12)
Note that in case of improper soldering, the thermal resistance RthCS will lead to a higher overall thermal resistance. In particular, voids in the solder or insufficient solder wetting might cause a significant contact thermal resistance or reduced cross-sectional areas of flow paths and will lead to deteriorated thermal performance.
Application-specific thermal resistances
The overall thermal resistance RthFA includes the thermal characteristic of the resistor component itself and of the PCB, including its capability to dissipate heat to the environment. The thermal resistance solder-to-ambient, RthSA, strongly depends on the board design, which has a tremendous influence on the total thermal resistance RthFA (especially for extremely low component-specific RthFC values). The thermal resistance board-to-ambient, RthBA, includes environmental conditions such as airflow. Responsibility for the choice of materials and dimensions is assigned to the circuit designer.
Experimental determination of thermal resistances
Infrared thermal imaging
Infrared thermal imaging is widely used for thermal experiments. In Figure 6 an infrared thermal image of a 0603 chip resistor at 200 mW load at room temperature is shown. A maximum temperature in the center of the lacquer surface can be observed. The temperature of the solder joints is about 10 K below the maximum temperature. A different ambient temperature will lead to a shift of the observed temperatures.
Determination of the overall thermal resistance
Thermal resistances can be determined by detecting the maximum film temperature as a function of dissipated power at steady-state condition. For determination of the overall thermal resistance RthFA of an individual component, standard test PCBs(1) were used. The component in the center position was measured. Since equation (1) can be rewritten to
![]() (13)
(13)
a simple approximation leads directly to the thermal resistance RthFA = 250 K/W for a 0603 chip resistor (Figure 4).
 Figure 4: Temperature rise of an MCT 0603 chip resistor on a standard test PCB as a function of dissipated power. (Image source: Vishay Beyschlag)
Figure 4: Temperature rise of an MCT 0603 chip resistor on a standard test PCB as a function of dissipated power. (Image source: Vishay Beyschlag)
Integration level
A single 1206 chip resistor mounted on the PCB (Figure 5A) is leading to an overall thermal resistance RthFA = 157 K/W (Figure 7). Additional resistors on the PCB (same load each, Figure 5B and C) are leading to an enhanced temperature rise (204 K/W for 5 resistors and 265 K/W for 10 resistors, respectively).
, five (B), and ten (C) chip resistors") Figure 5: Schematic illustration of one (A), five (B), and ten (C) chip resistors on a standard test PCB. (Image source: Vishay Beyschlag)
Figure 5: Schematic illustration of one (A), five (B), and ten (C) chip resistors on a standard test PCB. (Image source: Vishay Beyschlag)
All data are derived from the standard test board. However, the data can serve for comparison of different components and for general evaluation of the heat dissipation capability of a given design, although the absolute values will change for different designs. The data can also readily serve to verify numerical simulations.
 and infrared thermal image (B) of a 0603 chip resistor") Figure 6: Schematic illustration (A) and infrared thermal image (B) of a 0603 chip resistor at 200 mW (23°C ambient temperature, standard test PCB). (Image source: Vishay Beyschlag)
Figure 6: Schematic illustration (A) and infrared thermal image (B) of a 0603 chip resistor at 200 mW (23°C ambient temperature, standard test PCB). (Image source: Vishay Beyschlag)
Determination of the internal thermal resistance of the component
Replacing the PCB by an ideal body with a high thermal conductivity and heat capacity tending to infinity (in the real world a bulk copper block is suitable, Figure 8) leads to
 Figure 7: Temperature rise and thermal resistances RthFA derived from experimentally determined maximum film temperatures as a function of dissipated power. (Image source: Vishay Beyschlag)
Figure 7: Temperature rise and thermal resistances RthFA derived from experimentally determined maximum film temperatures as a function of dissipated power. (Image source: Vishay Beyschlag)
Again, the internal thermal resistance RthFC was determined experimentally by detecting the maximum film temperatures by infrared thermal imaging as a function of dissipated power. The standard PCB was replaced by two electrically isolated copper blocks (60 mm x 60 mm x 10 mm). In Figure 9, values of the internal thermal resistance RthFC are given for some passive components such as chip resistors, chip resistor arrays, and MELF resistors, as shown in Figure 10.
As a result, the thermal resistance is decreasing with contact width (Table 1). The best ratio of thermal resistance and chip size is provided by wide terminal resistors. The internal thermal resistance of a 0406 wide terminal chip resistor (30 K/W) is nearly the same as the thermal resistance of a 1206 chip resistor (32 K/W).
 Figure 8: Schematic illustration of the main heat flow path and the corresponding approximated thermal resistance equivalent circuit of a chip resistor on a bulk copper block. (Image source: Vishay Beyschlag)
Figure 8: Schematic illustration of the main heat flow path and the corresponding approximated thermal resistance equivalent circuit of a chip resistor on a bulk copper block. (Image source: Vishay Beyschlag)
 Figure 9: Internal thermal resistances RthFC derived from experimentally determined maximum film temperatures as a function of dissipated power. (Image source: Vishay Bayschlag)
Figure 9: Internal thermal resistances RthFC derived from experimentally determined maximum film temperatures as a function of dissipated power. (Image source: Vishay Bayschlag)
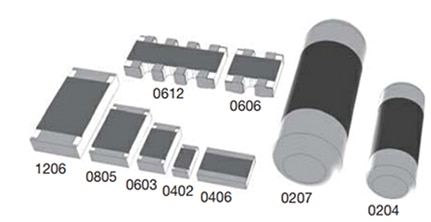 Figure 10: Surface-mounted resistors of different types and sizes. (Image source: Vishay Beyschlag)
Figure 10: Surface-mounted resistors of different types and sizes. (Image source: Vishay Beyschlag)
|
||||||||||||||||||||||
Table 1: Experimentally determined internal thermal resistances for surface-mounted resistors.
Conclusions
The PCB design and environmental conditions of the entire assembly mainly determine the overall thermal resistance RthFA. As demonstrated, a reduced integration level of heat-dissipating components is also leading to lower temperatures of individual components. This is contradictory to the ongoing trend for miniaturization, but might be considered in certain partial board areas. Besides changes in the PCB design, heat dissipation can be enhanced significantly on the component level by the choice of optimized components, such as wide-terminal resistors (e.g. chip size 0406).
Some basic considerations are useful in preventing overheating in applications for surface-mounted resistors:
- Heat dissipation can be described by an approximated thermal resistance model and analyzed by infrared thermal imaging of sufficient spatial and thermal resolution
- The component-specific internal thermal resistance RthFC can be determined experimentally.
- The overall thermal resistance RthFA includes the thermal characteristic of the resistor component itself and of the PCB, including its capability to dissipate heat to the environment. It is generally dominated by the latter external influences. The responsibility for the thermal management, especially regarding PCB design and environmental condition of the application, is assigned to the circuit designer.
- The maximum temperature is reached in the center of the lacquer surface covering the resistor layer. Attention should be paid to the solder connection. Typically, temperatures of approximately 10 K below the maximum temperature might be associated with solder melting temperatures, generation of intermetallic phases, or PCB delamination. This has to be considered especially at elevated ambient temperatures.
- The choice of temperature-stable resistor components, as well as solder and PCB base material, is essential. Automotive-grade products such as thin-film chips and MELF resistors (up to 175 °C maximum operating film temperature) are suitable for many applications.
- Enhanced thermal performance for heat dissipation can be achieved by
- the PCB design (e.g. base material, landing pads, and circuit paths)
- environmental conditions of the entire assembly (convective heat transfer)
- reduced integration level of heat dissipating components
- heat-dissipation-optimized components (wide terminal resistors)
Note
- According to EN 140400, 2.3.3: FR4 base material 100 mm x 65 mm x 1.4 mm, 35 μm Cu-layer, pad/circuit path 2.0 mm width.
Disclaimer: The opinions, beliefs, and viewpoints expressed by the various authors and/or forum participants on this website do not necessarily reflect the opinions, beliefs, and viewpoints of DigiKey or official policies of DigiKey.

